RW-6 · XS
High-Energy
Prove it on your own parts before you scale up.
Barrels4
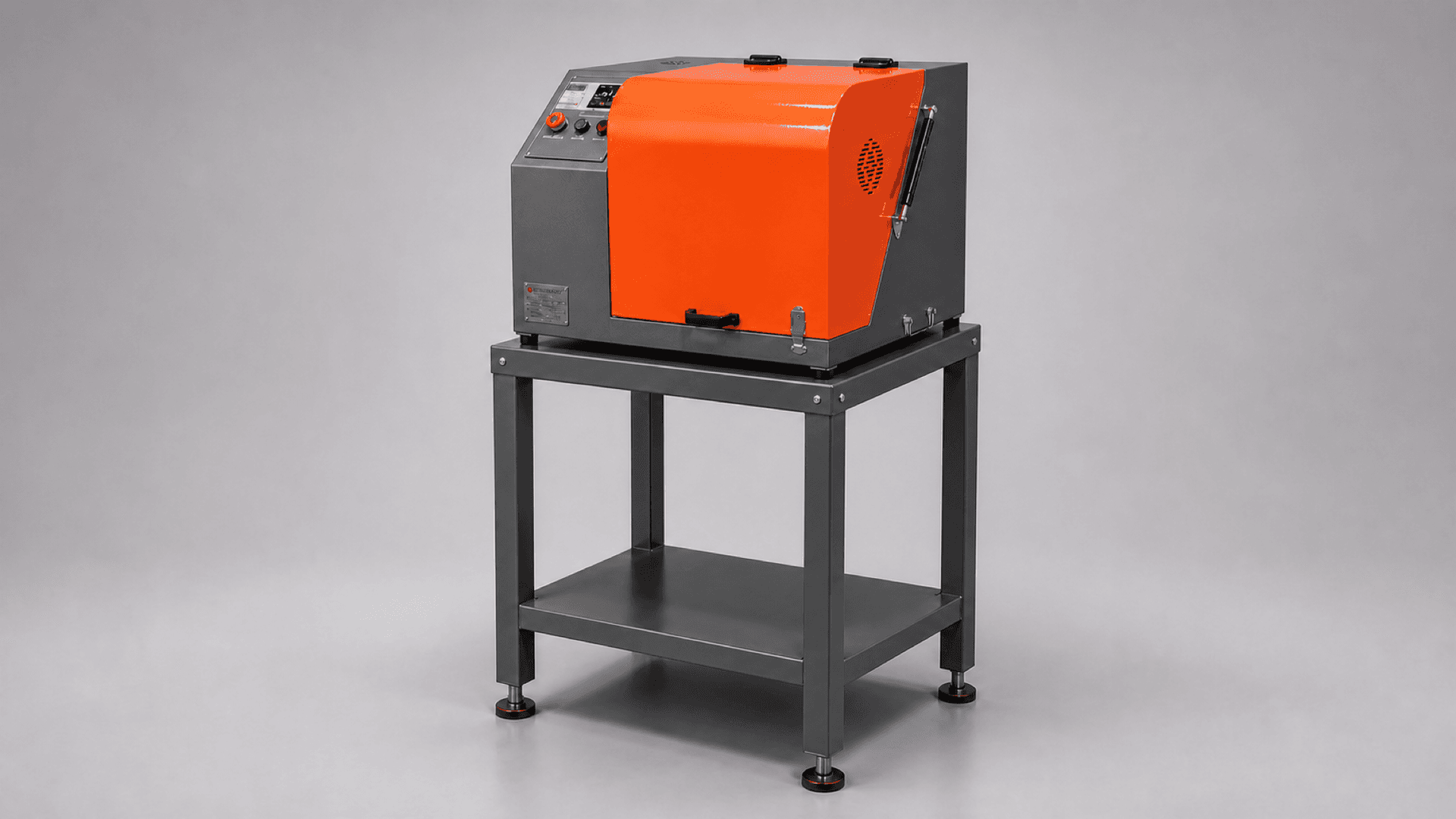
ClassXS
From(coming soon)
Centrifugal finishing machines that turn a half-shift of hand deburring into thirty minutes, so you hit every deadline without adding a hire. In stock in Los Angeles, owner-direct since 1988.

You did not go looking for a machine. You went looking because a part is past due and the usual fix is three months away. We have taken that call for decades.
We have built and stood behind these machines since 1988. We keep every size on the floor in Los Angeles and the owner's cell on every quote, because when your line is down you should reach a person who can fix it, not a queue.
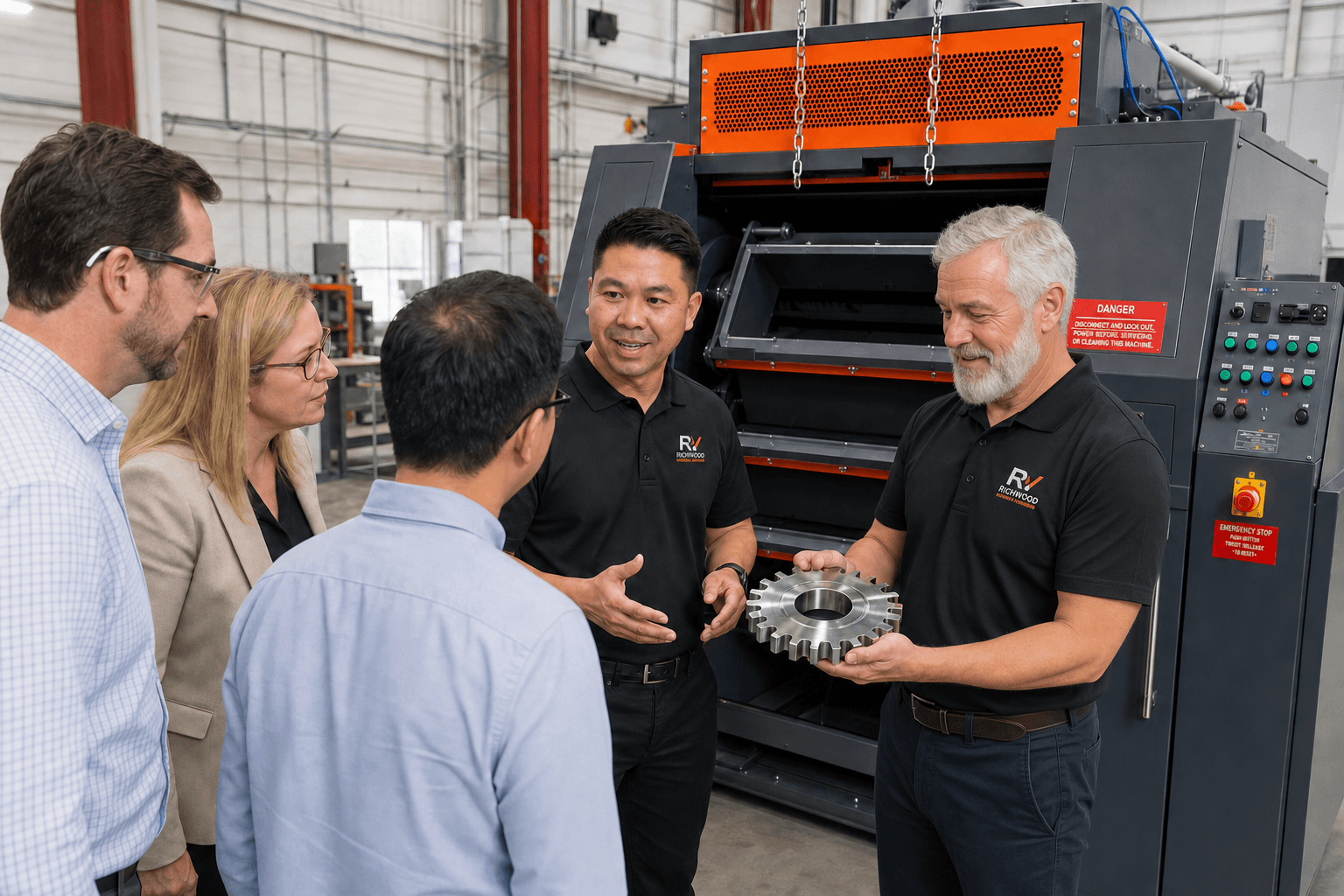
You will run this machine every shift for years. The critical, high-stress components run on gears, not a chain or a belt. Here is what is under the cover, and why it finishes a part the same way on day one and day three thousand.
From a benchtop you can prove the process on, up to a four-barrel production unit. Every size stocked in LA, priced on the page.
Prove it on your own parts before you scale up.

When the finish is the spec. Stainless, figure-8 motion.

Serious throughput for mid-to-large batch deburring.
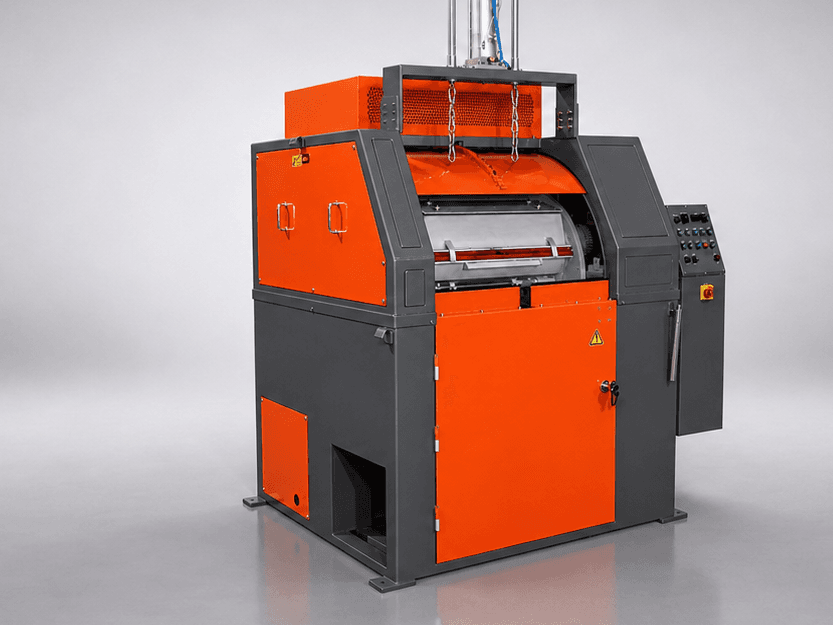
Maximum parts per shift. Four barrels, ready now.
Centrifugal barrel finishing spins parts, media, and compound around a central axis at up to 25 G, deburring and polishing in minutes what a vibratory bowl takes hours to do.
| Process | Energy | Typical cycle | Best for | Richwood machine |
|---|---|---|---|---|
| Centrifugal Barrel Our focus | Highest (up to ~25 G) | Minutes to ~1 hour | Mirror finishes, isotropic finishing, fastest deburring | RW-6, CV8-600, RW-120, RW-220 |
| Centrifugal Disc | High | Short | High-volume deburring and edge radius | Available on request |
| Vibratory Tub / Bowl | Low to moderate | 4 to 24 hours | Large parts, gentle bulk finishing | Available on request |
Shops that stopped waiting on a 90-day build, in their words.
These machines are in use 20 hours a day and are dependable to perform at a very high level for the processes that they were designed. Whenever a need for service arises on these machines, Richwood's repair technicians are on site within a day's time.
Their reliable equipment and awesome service has always been a rescuer in difficult situations... Even over the weekends they have been there for Avibank to get our equipment up and running... When it comes to service and reliability, with no doubt, I recommend Richwood Surface Tech., Inc. over any other company.
The big names build to order, hide pricing, and route you through a rep. We don't.
From firearms and aerospace to medical, dental, space, and additive manufacturing, the same machine deburrs and finishes them all.
Barrels, bolts, carriers, rails, casings
Common parts →Turbine blades, manifolds, structural fasteners
Common parts →Implants, instruments, contamination-safe finishes
Common parts →Frameworks, removable partial dentures, abutments
Common parts →Satellite hardware, 3D-printed metal, layer-line removal
Common parts →Mixed-run deburring without hand labor
Common parts →Watch your exact machine run on video, or send a sample part and have it finished in the real unit before you commit.
Need parts finished, not a machine? Our sister company runs Richwood equipment as a full-service finishing shop in Gardena, CA.
Straight answers on speed, pricing, and how centrifugal finishing actually works.
Centrifugal barrel finishing rotates barrels of parts, media, water, and compound around a central axis at high speed. The resulting centrifugal force, up to roughly 25 G, drives the media against the parts far harder than gravity-based vibratory finishing, deburring and polishing in minutes instead of hours while producing a uniform isotropic surface.
A vibratory bowl relies on gentle vibration at roughly 1 G. A centrifugal barrel multiplies the force up to ~25 G, so a cycle that takes a vibratory machine 4 to 8 hours often finishes in about 30 minutes. For high-mix or high-volume shops that throughput difference is the reason to switch.
The critical, high-stress components are gear-driven, not chain or belt, so there are fewer wear parts, nothing slips in a greasy or humid shop, and every barrel gets steady power. High-grade bearings and quality components hold finish quality run after run. Richwood has built and backed these machines since 1988.
Richwood stocks machines in its Los Angeles warehouse, so a stocked size ships in about one week. National OEMs typically build to order on a 90-day lead time, and overseas-direct purchases take 8 to 10 weeks plus ocean transit with no local support.
Not at the moment. We are updating our pricing and it will be back on the site soon. Call or send the contact form and the owner will give you current numbers directly.
Yes. Because units are stocked and powered in Los Angeles, you can watch your exact machine run on a video call, or send a sample part and have it finished in the actual unit before you commit.
You talk to the owner directly. Kevin's line is on every quote and every machine page. There is no call center and no rep layer between you and the person who owns the inventory.
Our sister company, Deburring Shop in Gardena, CA, runs Richwood equipment as a full-service finishing job shop. They deburr, polish, and finish your parts and stock the media and compounds that keep production moving.
Live inventory, published pricing, owner on the line.